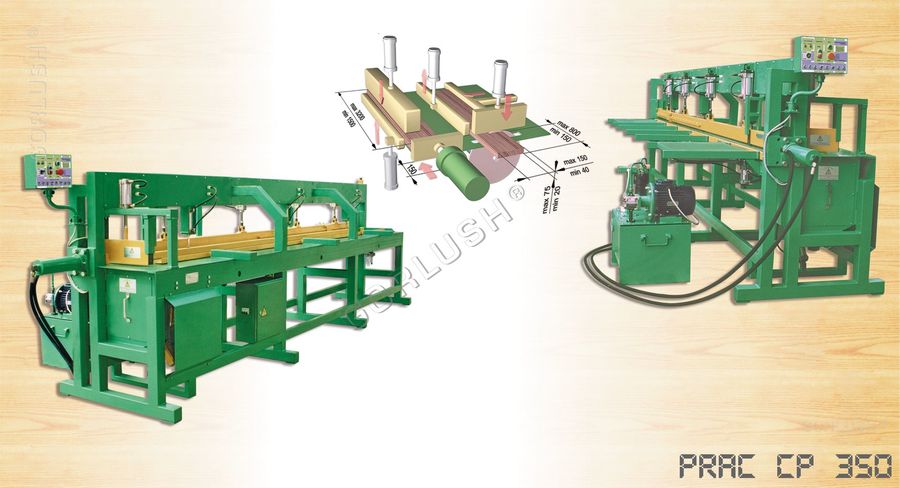
Прессы данной серии предназначены для получения бездефектной доски и бруса в условиях крупносерийного и массового производства.
Высокая производительность достигается за счет:
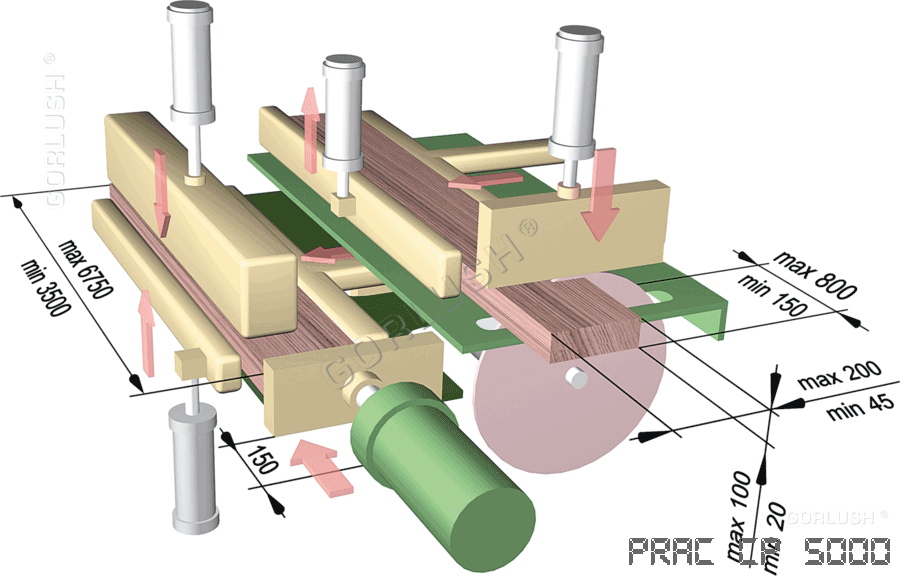
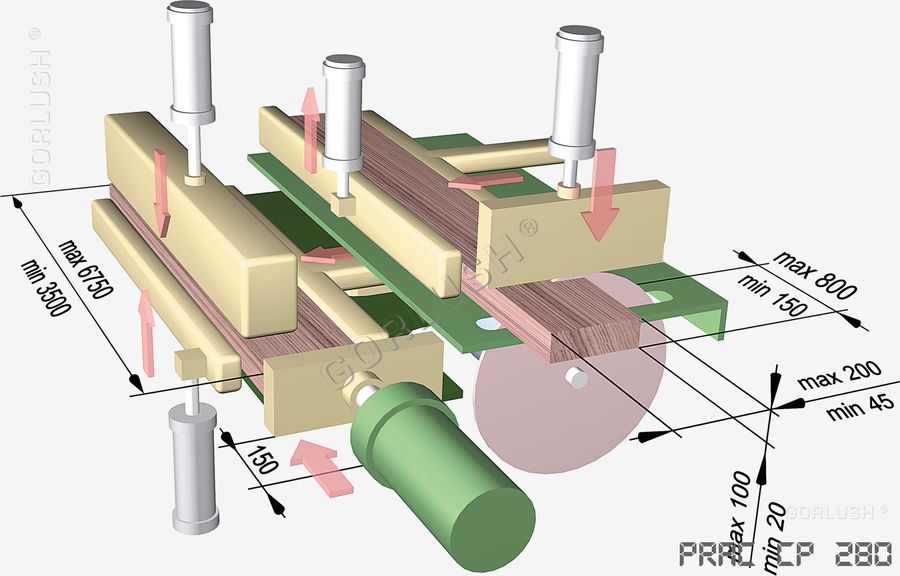
- разделения двух технологических операций на операцию беспрерывного набора (соединения) заготовок длиной 6750 мм и операцию сжатия заготовок (сращивания) в двух линиях на двух уровнях;
- прессования двух досок за один цикл с применением промежуточного упора;
- использование гидропривода, работа которого надежнее пневмопривода.
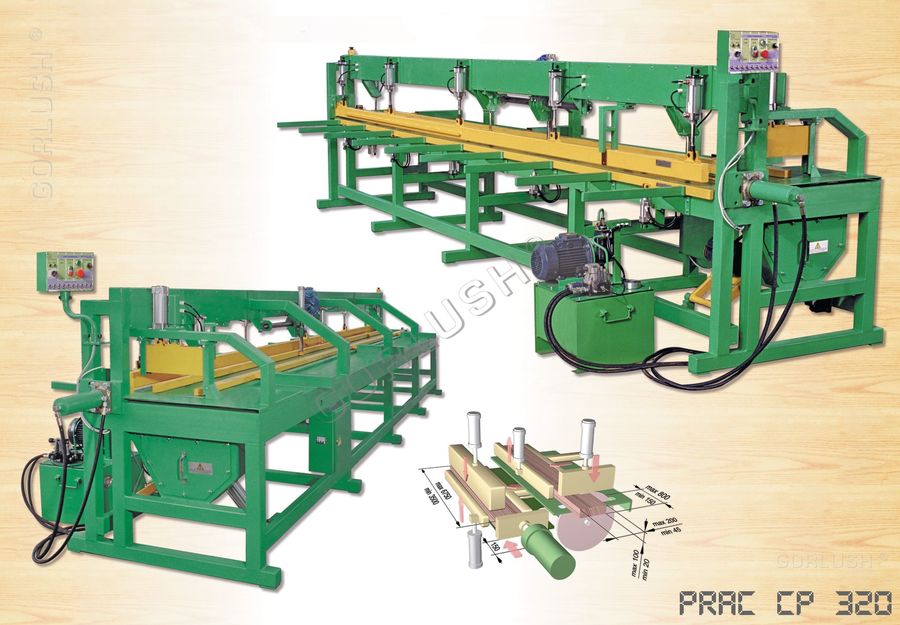
В прессах данной серии использована классическая компоновочная схема, которая выдержала проверку временем в конструкциях лидеров производства оборудования для продольного сращивания.
Разумный баланс использования импортного пневмооборудования отечественной гидравлики и электрооборудования повышает надежность и снижает стоимость эксплуатации, обслуживания и ремонта.
Серийно выпускаются прессы для склеивания доски следующей длины 2200, 3200, 4500, 6750 мм, а также по индивидуальному заказу. Прессы могут работать автономно или в составе автоматической линии.
Прессы, оснащенные гидроприводом, обеспечивают необходимое высокое удельное давление при прессовании, равномерное и полное обжатие минишипа, необходимую регулируемую выдержку под давлением.
Прессы отвечают требованиям действующих технических нормативных документов:
- ДСТУ 2807-94. Оборудование металло- и деревообрабатывающее. Требования безопасности к конструкции;
- ГОСТ 12.2.026.0-93. Оборудование деревообрабатывающее. Требования безопасности к конструкции.
Длительный ресурс работы прессов гарантирован инженерными решениями с повышенными в 2..3 раза коэффициентами запаса по прочности, мощности, усилию сжатия.
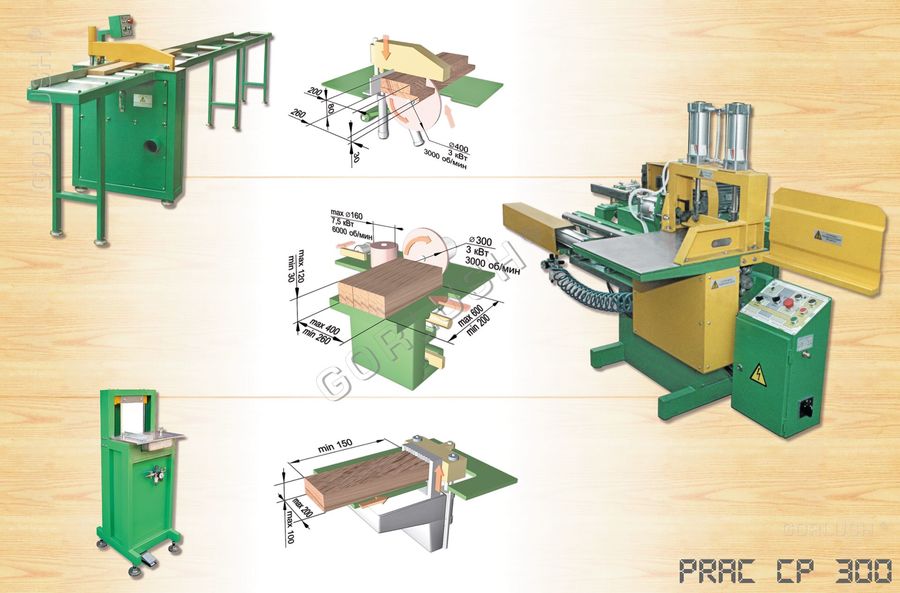
Прессы для сращивания по длине серии ПТН
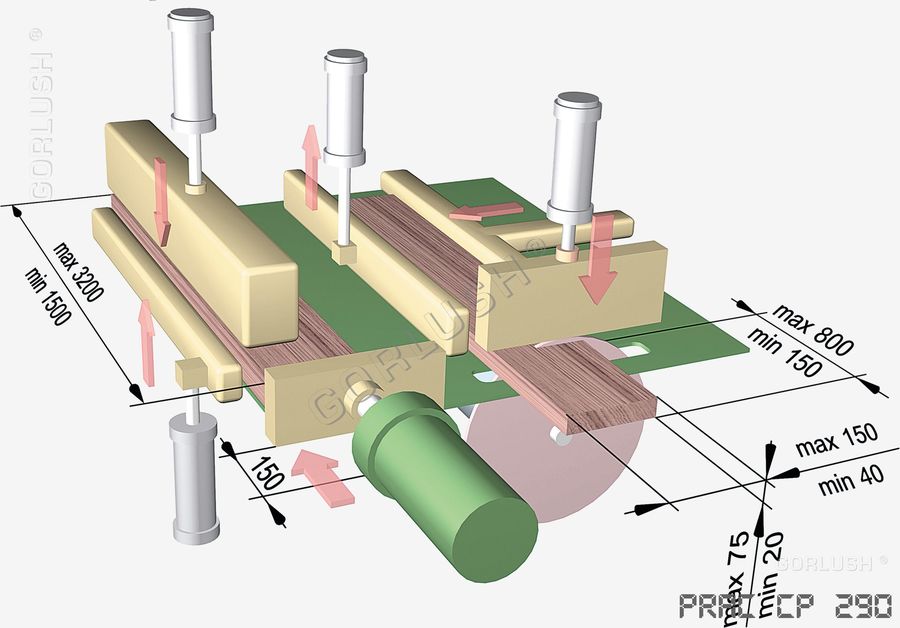
Прессы данной серии предназначены для получения бездефектной клееной доски и бруса в условиях мелко- и среднесерийного производства.
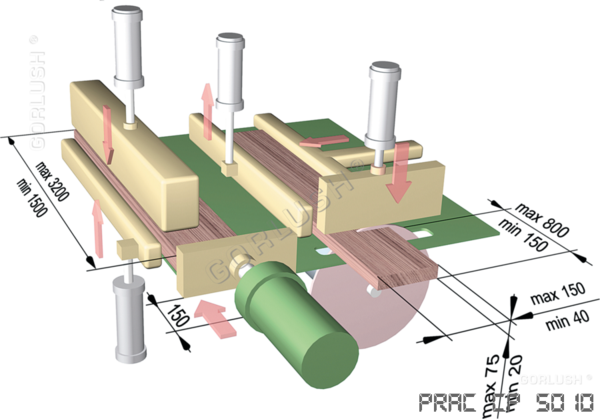
Применена технология раздельного набора и прессования в двух линиях на одном уровне.
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
ПТН3,2-8М
ПТН4,5-8М
ПССТ4,5-20
ПССТ6,75-20
Размер заготовки:
ширина, мм
50-150
50-150
50-200
50-200
высота, мм
20-75
20-75
15-100
15-100
Длина склеенной доски, мм
1500-3200
2800-4500
2800-4500
3500-6750
Продолжительность цикла, сек
20-50
20-50
20-50
20-50
Давление сжатого воздуха, МПа
0,4-0,63
0,4-0,63
0,4-0,63
0,4-0,63
Расход сжатого воздуха, м³/мин.
0,2
0,3
0,4
0,5
Усилие на штоке цилиндра, кН
5,0-75,0
5,0-75,0
5,0-75,0
5,0-75,0
Давление в гидросистеме, МПа
18
18
18
18
Мощность электродвигателей, кВт
4,4
4,4
4,4
4,4
Габаритные размеры:
длина, мм
3800
5100
5100
7400
ширина, мм
1400
1400
1850
1850
высота, мм
1600
1600
1600
1600
Вес пресса, кг
1080
1420
2100
2850
Торцовое сращивание, склеивание по гладкой плоскости.
Параметры микроклимата на участке по изготовлению клееной доски и бруса должны находиться в пределах: температура 18...25ºС, относительная влажность 60...70%.
Торцовое сращивание заготовок должно производиться не позднее чем через 2 часа после фрезерования минишипов. Клей наноситься равномерным слоем на площадь не менее 4/5 поверхности зуба минишипа.
Усилие прессования должно быть достаточное для получения клеевого шва толщиной 0,1...0,2 мм. Время приложения усилия прессования должно быть достаточным для перераспределения усилия по всей длине доски с целью получения одинаковых условий склеивания в каждом из стыков.
Доска после прессования должна находится в свободном состоянии для качественной полимеризации клеевого состава и выравнивания влажности в зоне клеевого соединения не менее 48 часов.
Поверхность клееной доски перед склеиванием по гладкой пласти, должна иметь шероховатость не более Rz=200 Доски должны быть склеены в многослойный брус не позднее 24 часов после калибрования. О правильности нанесения клея свидетельствует выступание клея в виде характерной каплеобразной линии вдоль клеевого шва после сжатия.